


Machining Technology and Quotation
Processing equipment
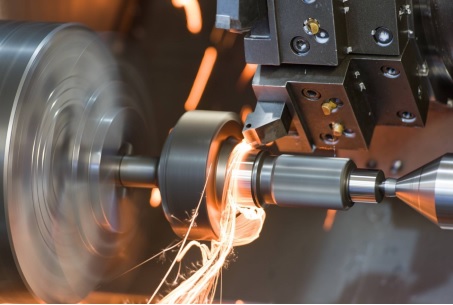
1. Lathe:
Lathes are mainly used for machining shafts, discs, sleeves and other workpieces with rotating surfaces, and are the most widely used type of machine tool processing in mechanical manufacturing. (Achievable accuracy of 0.01mm)
2. Milling machine:
It can process planes, grooves, various curved surfaces, gears, etc., as well as more complex profiles. (Able to achieve accuracy of 0.05mm)

3. Grinding machine
A grinder is a machine tool that grinds the surface of a workpiece. Most of the grinders use high-speed rotating grinding wheels for grinding, and a few use other abrasives such as oilstone, belts and free abrasives for processing, such as ultra-finishing machine tools, belt grinders, grinders and polishing machines. (It can achieve an accuracy of 0.005mm, and small parts can achieve 0.002mm)
4. Fitter
Pliers work mainly includes filing, sawing, scribing, drilling, reaming, tapping and threading, scraping, grinding, straightening, bending and riveting.
5. CNC lathe
Mainly process batch products and high-precision parts. (Achievable accuracy of 0.01mm)
6. CNC milling machine
Mainly process batch products, high-precision parts, complex parts, large workpieces, etc. (Achievable accuracy of 0.01mm)
7. Wire cutting
The electrode used for the slow wire is brass wire, and the middle wire is molybdenum wire. The slow-moving wire has high processing precision and good surface finish. Process some fine holes, fine grooves, etc. (Slow wire can achieve accuracy of 0.003mm, medium wire can achieve accuracy of 0.02mm)
8. Spark machine
EDM can process materials and complex-shaped workpieces that are difficult to cut by ordinary cutting methods (such as groove corners, small holes, deformed holes, and carbide processing on the mold). There is no cutting force during processing, and no burrs and knife marks are produced. Defects such as grooves. Not affected by the hardness of the material, and not affected by the heat treatment conditions. (Achievable accuracy 0.005mm)
Process flow
The machining process specification is one of the process documents that specify the machining process and operation methods of the parts. It is used to write a more reasonable process and operation method in a prescribed form into a process document under specific production conditions. Direct production.
The machining process of the parts is composed of many working procedures, and each working procedure can be divided into several installations, stations, working steps and cutting tools.
Which processes need to be included in a technological process is determined by the complexity of the structure of the processed parts, the requirements of processing accuracy and the type of production.
Different production quantities have different processing techniques.
Process knowledges
1) Hole milling with precision less than 0.05 cannot be done, and CNC machining is required; if it is a through hole, it can also be cut by wire.
2) The fine hole (through hole) after quenching needs to be processed by wire cutting; the blind hole needs to be roughed before quenching and finished after quenching. Non-precision holes can be in place before quenching (the quenching allowance is 0.2 per side).
3) Slots with a width of less than 2MM need wire cutting, and 3-4mm grooves are very deep and need wire cutting.
4) The minimum allowance for rough machining of quenched parts is 0.4, and the allowance for rough machining of non-quenched parts is 0.2.
5) The thickness of the plating layer is generally 0.005—0.008, and the size before plating should be used during processing.
Process hours
The time quota is the time required to complete a process, which is an indicator of labor productivity. According to the time quota, the production operation plan can be arranged, cost accounting can be carried out, the number of equipment and staffing can be determined, and the production area can be planned. Therefore, the time quota is an important part of the process regulations.
The time quota should be determined according to the production technical conditions of the enterprise, so that most workers can reach it through hard work, some advanced workers can exceed it, and a few workers can reach or approach the average advanced level through hard work.
With the continuous improvement of the production technology conditions of enterprises, the fixed time limit will be revised to maintain the average advanced level of the quota.
The time quota is usually determined by a combination of craftsmen and workers, and directly estimated and determined by summing up past experience and referring to relevant technical data. Or it can be calculated based on the comparison and analysis of the time quota of the workpiece or process of similar products, or it can be determined after the measurement and analysis of the actual operating time.
Process time = preparation time + basic time
Preparation man-hours are the time consumed by workers to familiarize themselves with process documents, receive blanks, install fixtures, adjust machine tools, and remove fixtures. Calculation method: Estimate based on experience.
The basic time is the time it takes to cut the metal.

Quotation cost calculation method
Cost of processed parts = (material fee + processing fee) * 1.2
[The factor of 1.2 includes management fees]
Equipment cost = (processed parts material fee + processing fee + purchased product fee + assembly commissioning fee + design fee) *1.2
[The factor of 1.2 includes management fees]
Material cost = weight (density * volume) * unit price (yuan/kg)
Processing fee = process time * unit price (yuan/hour)
Japan purchase product fee (yuan) = purchase price (yen) / exchange rate
The domestic purchase product fee will be quoted by the supplier
Design fee = working hours * unit price (yuan/hour)
For reference:
1) Lathe: 60 yuan/hour
2) Milling machine: 60 yuan/hour
3) Grinding machine: 60 yuan/hour
4) Locksmith: 80 yuan/hour
5) Machining center: 60-120 yuan/hour
6) CNC lathe: 60-120 yuan/hour
7) Spark machine: 80-150 yuan/hour
8) Slow walking wire cutting: 60-150 yuan/hour; small pieces start at 80 yuan, large pieces by area: 0.06-0.08 yuan/mm2
9) Fine hole discharge: carbon steel, tungsten steel, Ф0.3 and above 1 yuan/mm, below Ф0.3 2-3 yuan/mm; Ф0.3 and above 1.8-2 yuan/mm
10) Management fee: cost price*0.2