


Mechanical processing technology and equipment selection
First, an overview of the machining process;
It refers to the use of the mechanical processing method, according to the drawings and dimensions of the drawings, so that the shape, size, relative position and nature of the blank become the whole process of the qualified parts. The processing technology is the work that the technician needs to do before processing, avoiding the processing. Processing errors occurred during the process, resulting in economic losses.The machining process is the step of manufacturing the workpiece or the part. The process of directly changing the shape, size and surface quality of the blank by means of machining, making it a part is called a machining process. For example, the processing flow of a common part is roughing-finishing-assembly-inspection-packaging, which is a general process of processing.
The machining process is based on the process, changing the shape, size, relative position and nature of the production object to make it a finished product or a semi-finished product. It is a detailed description of each step and each process. For example, as mentioned above, rough Processing may include blank manufacturing, sanding, etc. Finishing may be divided into cars, fitters, milling machines, etc. Each step requires detailed data, such as how much roughness is to be reached and how much tolerance is to be reached.
The technician determines the process to be used according to the quantity of the product, the condition of the equipment and the quality of the worker and writes the relevant contents into a process document, which is called a process specification. This is more targeted. Each plant may not be the same, because the actual situation is different.
In general, the process flow is the program, the processing technology is the detailed parameter of each step, and the process specification is a specific processing technology written by a certain factory according to the actual situation.

The machining process specification is one of the technical documents that stipulate the mechanical processing process and operation method of the parts. It is to write the more reasonable process and operation method into the process documents according to the prescribed form under the specific production conditions. Used to guide production after approval. The machining process specification generally includes the following contents: the process route of the workpiece processing, the specific content of each process, the equipment, and process equipment used, the inspection items and inspection methods of the workpiece, the cutting amount, the time quota, and the like.
At present, our company's process analysis and technical requirements assessment process before production are as follows:
1) Analyze the part drawing (product assembly drawing) and perform process analysis on the part;
2) Select the blank;
3) Develop a process route;
4) Determine the machining allowance for each process and calculate the process dimensions and tolerances;
5) Determine the equipment and tools, fixtures, gauges and auxiliary tools used in each process;
6) Determine the cutting amount and working hour quota;
7) Determine the technical requirements and test methods for each major process;
8) Failure Mode and Effect Analysis (FMEA);
9) Fill in the process documentation;
10) proofing and batching;
Second, at present, our company has CNC machining equipment with higher precision and higher efficiency;
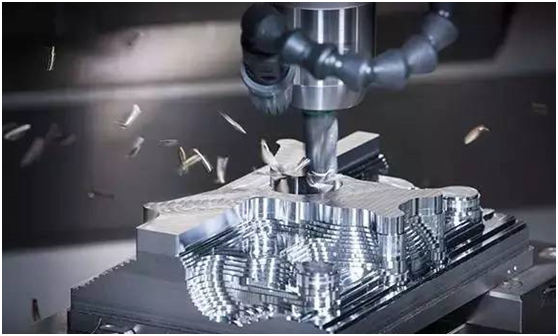
CNC technology: CNC full name "Computerized Numerical Control", commonly known as "CNC", is a technology that directly imports CAD data into the workbench. The entire CNC process is completed by a milling machine and a router, featuring fast, precise and high quality.
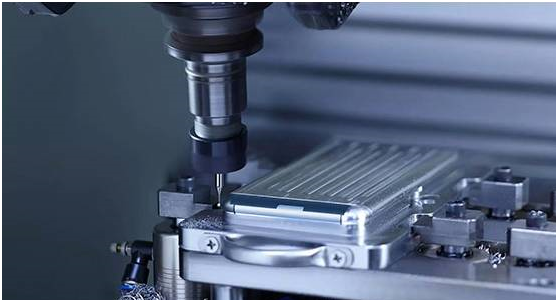
1. A large number of tooling reductions are required, and complicated tooling is not required for machining complex shapes. If you want to change the shape and size of the part, you only need to modify the part processing program, which is suitable for new product development and modification.
2. The processing quality is stable, the processing precision is high, the repeating precision is high, and it is suitable for the processing requirements of the aircraft.
3. High production efficiency in multi-variety and small-volume production, which can reduce the time for production preparation, machine tool adjustment, and process inspection, and reduce cutting time due to the use of the best cutting amount.
4, can process conventional methods difficult to process complex profiles, and even can process some unobservable processing parts.
Potential advantages in CNC machining:
Process cost: mold cost (low), single piece cost (low);
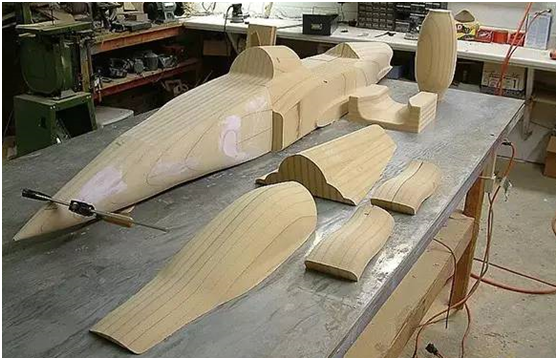
Typical products: vehicles, furniture, professional tools, etc.;
Quality: high surface quality, determined by the grinding and polishing process in the CNC;
Speed: The speed of single piece forming is fast, which is determined by the size of the finished product and the number of CNC operation steps set.
Processing applicable materials:
Basically suitable for all materials such as plastics, metals, wood, glass, ceramics and composite materials.
Design considerations:
1. The number of CNC axes determines the shape of the finished product. For example, the lathe can only be cut in 2 axes (2 axes: x, y-direction), and the milling machine can be formed in 5 axes (5 axes: x, y, z direction plus 2 rotation axes);
2.CNC can directly import CAD data into the workbench, with strong material suitability and low cost, so it is often used by designers to make Prototype, which is an indispensable part of design transition to the production process;
3. Simple or complex product shapes, CNC processes treat them as multiple connected sequence points without discrimination, providing unlimited design possibilities;
4. The cost of the CNC process is generally converted according to the unit time of the finished product.
Third, six major matters needing attention in mechanical processing technology;
First, the choice of positioning benchmark
In the design of the process specification, the correct selection of the positioning reference has a crucial impact on ensuring the processing requirements of the parts and arranging the processing sequence reasonably.
When selecting the positioning reference, the fine reference is often selected according to the processing requirements of the part, and the process route is reversed forward. Finally, which set of surfaces is selected as the rough reference can be used to process the fine reference.
1, the principle of selection of fine benchmarks
The selection of fine benchmarks generally follows the following principles:
(1) Principle of reference coincidence: The design basis of the machined surface should be selected as the fine reference as much as possible, so as to avoid the positioning error caused by the misalignment of the reference.
(2) Uniform reference principle: As much as possible, the same set of fine reference should be used to machine as many surfaces as possible on the workpiece to ensure the relative positional accuracy between the machining surfaces.
(3) Mutual reference principle: When the positional accuracy between the two machined surfaces on the workpiece is relatively high, the method of repeating the machining of the two machined surfaces can be used.
(4) Self-standard principle: Some surface finishing processes require a small and uniform machining allowance, often using the machined surface itself as a fine benchmark.
2, the principle of selection of rough benchmark
(1) The first process of workpiece machining should use the rough reference, and whether the rough reference is selected correctly or not is not only related to the processing of the first process but also has a significant impact on the whole process of workpiece machining.
(2) Principle of rational allocation of machining allowance: From the perspective of ensuring uniform processing of important surface machining allowances, important surfaces should be selected as a rough reference.
(3) The principle of easy clamping: in order to make the workpiece position stable and the clamping is reliable, the selected rough reference is required to be as smooth and smooth as possible, and no forging flash, casting sprue cut or other defects are allowed, and Sufficient bearing area.
(4) The principle that the rough reference is generally not reusable.
Second, the choice of surface processing methods
The structural shapes of machine parts are made up of some of the most basic geometric surfaces, and the machining of machine parts is the process of obtaining these geometric surfaces. Different processing methods can be used for the same surface, but the processing quality, processing time and cost of each processing method are different.
The task of our engineers and technicians is to select the most appropriate processing method according to the specific processing conditions to ensure that the machine parts that meet the requirements of the drawings are processed.
When selecting a processing method, it is generally first selected according to the technical requirements of the main surface of the part and the specific conditions of the factory, and then the final processing method of the surface is selected first, and then the processing methods of the previous processes on the surface are selected one by one.
The processing surface of the parts has certain processing requirements. Generally, it is impossible to achieve the requirements through one-time processing, but it is necessary to gradually reach the requirements through multiple processing (ie, multiple processes).
The steps to determine the processing method can be summarized as follows, based on the analysis of the part drawing:
(1) First, the processing method and processing plan should be determined according to the technical requirements of each machined surface.
(2) The nature of the material being processed should be considered when determining the processing method.
(3) Determine the processing method to take into account the type of production, that is, to consider productivity and economics. A large number of special high-efficiency equipment can be used in large quantities, and single-piece small batch production usually uses general equipment and process equipment.
(4) Determine the processing method should consider the existing equipment and technical conditions of our company and should make full use of the existing equipment to tap the potential of the enterprise.
Third, the division of the processing stage
When the processing quality requirements on the customer's drawings are high, it is generally necessary to go through different processing stages and gradually reach the processing requirements, the so-called "gradual improvement" principle. Generally, it has to undergo three stages of roughing, semi-finishing and finishing. If the machining accuracy of the parts is particularly high and the surface roughness is extremely small, it must pass through the finishing stage.
The various processing stages are mainly described as follows:
(1) Roughing stage: Most of the remaining amount on the machined surface is efficiently cut off so that the blank is close to the finished part in shape and size.
(2) Semi-finishing stage: the error left after the roughing is removed, so that the workpiece to be processed reaches a certain precision, is prepared for the finishing work and completes the processing of some minor surfaces.
(3) Finishing stage: Ensure that the main surfaces meet the processing quality requirements specified in the parts drawing.
(4) Finishing stage: The main task is to reduce the surface roughness or further improve the dimensional accuracy and shape accuracy, but generally cannot correct the position error between surfaces.
The main purpose of dividing the processing stage is to:
(1) Guarantee the quality of parts processing: After the division stage, the machining error caused by the roughing stage can be gradually corrected by the semi-finishing and finishing stages, and the processing quality of the parts is easily guaranteed.
(2) It is conducive to the early detection of blank defects and timely processing.
(3) Conducive to the rational use of machine tools.
(4) In order to insert a necessary heat treatment process into the machining process and to give the heat treatment a sufficient effect, the mechanical process is naturally divided into several stages, and each stage has its own characteristics and should be achieved. purpose.
In addition, the division of the workpiece into several stages is also beneficial to protect the finished surface from damage caused by bumps and chip slips.
Fourth, the concentration and dispersion of the process
After determining the processing method, it is necessary to determine the number of processes in the process according to the type of production of the part and the specific conditions of our company (shop).
There are two different principles for determining the number of processes in a part process, one is the principle of process concentration, and the other is the principle of process dispersion.
The characteristics of organizing processes according to the principle of process concentration are:
(1) It is beneficial to adopt high-efficiency machine tools and process equipment with high automation degree, and has high production efficiency;
(2) The number of processes is small and the number of equipment is small, which can reduce the number of operators and production area accordingly;
(3) The number of times the workpiece is clamped is small, which not only shortens the auxiliary time but also ensures the mutual positional accuracy between the machined surfaces because many surfaces are processed in one setup.
Organizing the process according to the principle of process dispersion means that the processing content included in each process is as small as possible. The extreme case is that each process includes only one simple step.
The characteristics of organizing the process according to the principle of process dispersion are:
(1) The machine tools and process equipment used are simple and easy to adjust the tool setting;
(2) The technical level of the operator is not high;
(3) The number of processes is large, the number of equipment is large, the number of operators is large, and the production area is large.
Fifth, the arrangement of the process sequence
1. Arrangement of the machining process
Generally, follow the following principles:
(1) Firstly process the positioning reference surface and then process other surfaces;
(2) processing the main surface first, and then processing the secondary surface;
(3) Arrange the roughing process first, and then arrange the finishing process;
(4) First machine the plane and then machine the hole.
2. Arrangement of the heat treatment process and surface treatment process
The heat treatment process, such as annealing, normalizing, quenching and tempering, arranged to improve the cutting performance of the workpiece material should be performed before the cutting process.
The heat treatment process for eliminating the stress arrangement in the workpiece, such as artificial aging, annealing, etc., is preferably arranged after the roughing stage.
Heat treatment processes for improving the mechanical properties of the workpiece material, such as quenching, carburizing and quenching, are generally arranged between semi-finishing and finishing.
In order to improve the surface wear resistance and corrosion resistance of the workpiece, the heat treatment process and the heat treatment process arranged for the purpose of decoration, such as chrome plating, galvanization, and blue, are generally arranged at the final stage of the process.
3. Arrangement of other processes
In order to ensure the quality of parts production and prevent the generation of waste products, the inspection process should be arranged in the following occasions:
(1) After the roughing is completed;
(2) before and after processing sent to the outside workshop;
(3) Long working hours and before and after important processes;
(4) After final processing.
Sixth, the choice of machine tool equipment and process equipment
The correct choice of machine tool is very important, it not only directly affects the processing quality of the workpiece but also affects the processing efficiency and manufacturing cost of the workpiece. The size specifications of the selected machine tool should be compatible with the shape and size of the workpiece. The accuracy level should be compatible with the processing requirements of this process. The motor power should be compatible with the power required for the processing of this process. The automation degree and production efficiency of the machine tool should be the type of workpiece production is adapted.
The choice of process equipment will directly affect the machining accuracy, production efficiency and manufacturing cost of the workpiece, and should be appropriately selected according to different situations. Under the conditions of small and medium batch production, the general process equipment should be considered first; in a large number of mass production, special process equipment can be designed and manufactured according to the processing requirements.
Deshengrui Machinery is a professional CNC manufacturing and sheet metal fabrication company, including CNC machining services, CNC turning service, CNC milling services, CNC drilling services, laser cutting services, stamping services, die casting service, iron casting service and steel forging service.