Taper Turning in lathe machine/turning machine
What is taper turning?
In ordinary linear turning, the cutting tool moves along a line parallel to the axis of the workpiece, so that the finished workpiece always has the same diameter. However, when cutting the taper, the tool will move at an angle relative to the workpiece axis, resulting in a taper.
Therefore, to rotate the taper, the workpiece must be installed on the lathe so that the axis of rotation is at an angle to the axis of the lathe, or the cutting tool moves the lathe at an angle relative to the axis of turning. When the diameter of a piece changes uniformly from one end to the other, the piece is called a taper. Taper turning is a machining operation, which means that the diameter of a cylindrical workpiece gradually decreases from one part to another. The taper can be external or internal. If the workpiece is tapered on the outside, it has an external taper. If it is tapered on the inside, it has an internal taper.

How to operate taper turning? The process of taper turning.
First, loosen the jaws in the chuck key to position the workpiece, and then tighten the jaws.
Fix the cutting tool in the tool holder.
Turn on the lathe and move the carriage close to the workpiece. Give it a little cross feed, and then slowly move the carriage longitudinally to the desired length.
Move the carriage holder to its original position, make a small amount of horizontal feed, and then move the pen holder vertically. Repeat this step until the desired diameter is obtained.
When the diameter is close to the required value, to obtain a smooth surface, a small amount of feed should be provided.
To face the end face of the workpiece, move the tool holder so that the tool contacts the end face of the workpiece.
Then the taper turning operation is performed on the workpiece according to the calculated taper angle. Rotating the composite base and set the calculated cone angle. To do this, the tool moves 45 ° relative to the lathe axis.
Remove the workpiece from the chuck and check its size to confirm whether it meets the requirements.
Different types of taper turning
When we need to machine a specific taper, we can use the below 4 methods.
1. Form tool method
What is the form tool method?
The form tool method is one of the simplest methods to produce short taper. To the required angle, the form is grounded and used. The tool is fed perpendicular to the lathe axis when the work piece rotates.
The blade length must be greater than the taper. Since the entire cutting edge is metal-removed, a large amount of vibration is produced, so a large force is required. It running at a slow speed.

2. The set method of tail-stock.
Generally, when the angle of taper is very small, we will use this method. The work piece is placed in the live center and dead center. Now, the tail-stock will be moved in a cross wise direction(shown in figure with help of arrows), which is perpendicular to the lathe axis by turning the set over method.

3. Compound rest method
Generally short and steep taper are produced using this method. In this method the work piece is held in the chuck and it will be rotated about the lathe axis. The compound rest is swiveled to the required angle and then it will be clamped in position.

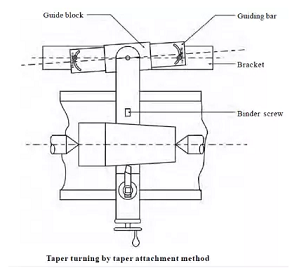
4. Taper turning attachment method.
In this method, the taper rotating attachment is connected to the rear end of the bed by using a bottom plate or bracket. It has a guide bar, usually centered on its center. The guide rod has the ability to swing and can be set to any desired angle. It has a scale of degrees. It has a guide block which is connected to the rear end of the lateral slide rail and moves on the guide bar. Before connecting the lateral rail, remove the fixing screws, so there is no lateral rail screw on the lateral rail.
Using this method, taper turning of any size can be performed, and with this arrangement, the above method can be used for machining.