


Up Milling and Down Milling
Milling is one type of conventional machining process primarily for generating flat or stepped surfaces. In peripheral milling, cutting velocity is imparted by rotating the milling cutter about a fixed horizontal axis; whereas, the feed rate is imparted by moving the workpiece (basically worktable) against the rotating milling cutter. Since both cutting velocity and feed rate are vector quantities, so based on their mutual directions, peripheral milling can be classified into two groups—up milling and down milling. Each of them has specific advantages and disadvantages. We will discuss up milling, down milling, and similarities and differences between them.
What is Up Milling?
What is Down Milling?
Similarities and Differences between Up Milling and Down Milling

1. What is Up Milling?
The up milling, which is also called conventional milling or climb up milling, is the process of removing metal by a cutter which is rotated against the direction of travel of the workpiece.
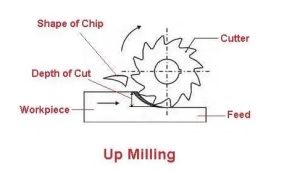
The chip thickness starts at zero and increases toward the end of the cut. The cutting edge has to be forced into the cut, creating a rubbing or burnishing effect due to friction, high temperatures, and oftentimes, contact with a work-hardened surface caused by the preceding edge. All this reduces the tool life. The thick chips and higher temperature at the exit from cut will cause high tensile stresses that will reduce tool life and often result in rapid edge failure. It can also cause chips to stick or weld to the cutting edge, which will then carry them around to the start of the next cut, or cause momentary edge frittering.
The surface milled by up milling appears to be slightly wavy as the cutter spoiling the work surface. The surface milled by up milling appears to be slightly wavy as the cutter teeth do not begin their cut as soon as they touch the work surface. The teeth slide through a minute distance at the beginning and then cut is started. The up milling process, being safer, is still commonly used in spite of having so many disadvantages.
2. What is Down Milling?
The down milling, which is also called climb milling, is the process of removing metal by a cutter which is rotated in the same direction by a cutter which is the workpiece rotated in the same direction of travel.
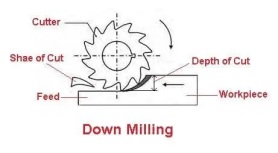
The thickness of the chip is maximum when the tooth starts its cutting and when the cut is finished it becomes minimal. The cutter tooth starts removing metal immediately on reaching the work surface, without slipping as it can apply a sufficient bite on the work. The cutting force in down milling is also variable throughout the cut, it is maximum when the tooth begins its cut and it reduces to the minimum when the tooth leaves the work. In down milling, the fixture design becomes easier as the direction of the cutting force is such that it tends to seat the work firmly in the work holding devices. The chips are also disposed off easily and do not interfere with the cutting. The coolant can be applied directly to the cutting area where the cutting force is maximum.
This results in improved surface finish and diminishes the heat generated. The down milling operation having so many advantages cannot be used on old machines due to the backlash error that may be present between the feed screw of the table and the nut. The backlash error causes the work to be pulled below the cutter when the cut begins and leaves the work free when the cut is terminated. The sea action is repeated as soon as the next tooth engages the work.
3. Similarities and Differences between Up Milling and Down Milling
Similarities
1. Three process parameters (speed, feed, and depth of cut) must be provided for machining
2. The same milling cutter can be applied for both the cases, but the orientation may be different.
3. In the case of full immersion end-milling operation (slot cutting), both up-milling and down-milling occur one after another in every rotation for each tooth.
4. The overall volume of the workpiece material removed in the up milling side must be the same with the volume of the workpiece material removed in the down milling side for similar conditions.
5. In both cases, the maximum chip load is proportional to the given feed per tooth.
Differences
|
No. |
Up Milling |
Down Milling |
|
1 |
The cutter rotates against the direction of the feed. |
The cutter rotates with the direction of the feed. |
|
2 |
Chip width size is zero at the initial cut and increase with feed. It is maximum at the end of the feed. |
Chip size is maximum at the start of cut and decrease with the feed. It is zero at the end of the feed. |
|
3 |
In this process, heat is diffuse to the workpiece which causes the change in metal properties. |
In down milling most of heat diffuse to the chip does not change the workpiece properties. |
|
4 |
In up milling, tool wear is more because the tool runs against the feed. |
In this, tool wear is less compared to the up milling, due to the cutter rotates with the feed. |
|
5 |
Tool life is low. |
Tool life is high. |
|
6 |
The cutting chips fall down in front of the cutting tool which again cuts the chips causes less surface finish. |
The cutting chips fall down behind the tool. This gives a better surface finish. |
|
7 |
Up milling is mostly used for rough cutting operations. |
Down milling is used for finishing operations. |
|
8 |
Due to upward force by the tool, high strength zig and fixture required to hold the workpiece. |
In down milling, a downward force act on workpiece normal zig and fixture required. |
|
9 |
It is the traditional way of cutting the workpiece. |
It is a non-traditional way, but nowadays, down milling used more than up milling. |
|
10 |
High quality cutting fluid is required because heat diffuse in the workpiece. |
In this process heat does not diffuse in the workpiece, so simple cutting fluid is required. |
|
11 |
The up milling is difficult for efficient cooling. |
The coolant can easily reach the cutting edge. |
|
12 |
It required a high cutting force compare to down milling. |
It required a low cutting force. |
|
13 |
No backlash eliminator is required. |
Backlash eliminator is required, especially if the milling machine is an older one. |
|
14 |
If the workpiece or cutter material is brittle (such as ceramic), up milling is always preferred. It is mostly used in the cutting of brass, bronze, and ferrous materials. |
Down milling is not a good choice if the workpiece material is brittle. It is mostly applicable to aluminum and aluminum alloys. |