


Hot Forging Definition and Hot Forging for Thin-walled Parts
What is hot forging?
Hot forging, which is different from cold forging and warm forging, refers to heating the metal by gas or electric energy to make the forging temperature higher than the recrystallization temperature of the material itself (generally not exceeding 800 ° C), and then through a pre-designed die forging the metal into a pre-designed shape. Due to the different shapes and materials of the blank, different processes need to be arranged for specific products. The general process route is upsetting → preforming → forming. If the product is a thin-walled parts with high precision, especially the large cavity inside, it will increase the difficulty of the forging process.According to the features of closed hot forging, semi-closed hot forging and open hot forging, this time we will chose semi-closed forgings. The main reasons are as follows:
(1)Relatively open hot forging can improve material usage rate and improve forging accuracy;
(2)Relatively open type can reduce forging pressure, reduce energy consumption and reduce mold cost.
Analysis for Forging Problem of Thin-walled Parts
Product Description
This product is a differential half-shaft gear coupling, used to transmit the torque output by the gearbox and provide power transmission for the vehicle to travel. The main load is the torsional moment. The product picture is shown in picture 1, and its cross-sectional structure is shown in picture 2. It can be seen from the picture that the outer diameter of the flange of this product is larger than the diameter of the rod, and the diameter of the rod is smaller. At the same time, the diameter of the flange center is larger, that is, the wall thickness is thin. Due to the existence of these factors, it has brought certain difficulties to forging, and the difficulty of near-net forming has increased.Difficulties in Forging
⑴ The metal flow is complicated, and it is easy to cause forging defects such as folding and covering.⑵ The inner cavity has a large space, the distribution of the blank is difficult, and it is easy to produce forging and tearing.

Picture 1 - product picture
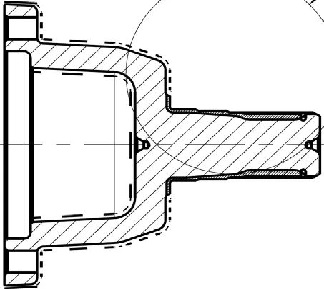
Picture 2 - Sectional structure drawing
⑷In order to achieve better forming purposes, the part is shown by the dotted line in picture 2 is no longer machined, and the product surface is prone to oxidation, forming surface pits caused by surface pits or surface oxide peeling.
⑸ The hole diameter in the central part is large and deep, and the phenomenon of sticking to the punch is easy to occur.
⑹ There are 6 steps at the flange, there are gas residues in the forging process, and it is easy to produce insufficient forging caused by gas compression.
Problems in Actual Production
At present, it is formed by two hot die forging steps, of which the first is pre-forming and the second is forming. This forming method can basically complete the forging forming of parts, but in actual production, many problems are prone to occur, and it is not the most optimized production method. details as follows.(1) Picture 3 shows the partial cutting coverage caused by the pre-upsetting blanks not being placed smoothly in the forming cavity, leaving pits on the surface of the parts after the cover material falls off.
⑵Under the premise of large deformation technology, the surface quality requirements of the blank are particularly important. It is recommended to use peeled bright materials or rough grinding materials for forging to avoid the phenomenon of non-smooth forging surface caused by surface oxide scale (Picture 4).


Picture 3 - Pit Picture 4 - Forging surface is not smooth
3) The surface finish of the mold is required to be high. Taking the lower mold as an example, the surface quality of the mold at the contact position of the barrel under the flange should meet the mirror surface requirement. During the forging process, the surface of the mold is cooled and lubricated by high-temperature cooling sprayed graphite. The selected graphite needs to have a good lubrication effect at high temperatures, and the ratio of water and graphite stock solution needs to be adjusted to lubricate the mold At the same time, it can effectively control the temperature of the mold to prevent the forging defects caused by the mold temperature being too low or even cracking the mold, or the mold temperature is too high and the mold does not reach the service life and wear out.
(4) Because of the rodless part of the pre-forging billet, the rod is formed slowly during the forming process, and the forging process still needs to be continued after the flange edge is formed in place, resulting in a large forging pressure. In summary, the purpose of the two-step forming process is to improve production efficiency and reduce waste of resources. However, in a summary of the actual production situation, it is found that the forged production parts formed by the two-step forming have a higher scrap rate and require workers to operate. Relatively strict, operability is not strong, and lean production cannot be achieved. Therefore, this forging method needs further improvement.
Three-step Forging Process
The shortcomings of the two-step forming process can be seen from the above, so a targeted improvement plan is proposed.Forging route
As shown in picture 5, the process flow can be divided into three steps: forward extrusion → preforming → forming. Among them, the rod squeeze is added, which is the first pass; and the pre-upset pits are deepened.Advantages of this process
(1) The added forward extrusion process makes the placement of the preformed blank more stable, and there will be no forging defects caused by the unstable placement of the blank;(2) The tonnage of forging is reduced, the heating temperature is reduced, and the degree of surface oxidation is reduced, so that the surface does not need to be cut.
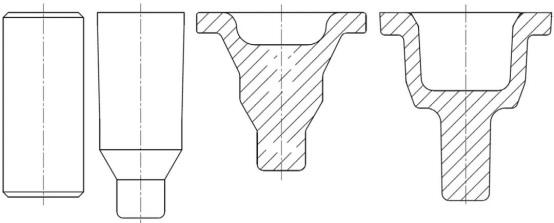
Picture 5 - Process flow

Picture 6 - Forging billet display of each pass
After actual verification, the three-step forging method has the advantages of low heating temperature, long die life, good forging surface quality, a small amount of cutting, and no surface cutting.