Tolerance Grade for Different Machining Process
We deal with CNC machining every day, I believe you must be deeply impressed with the machining accuracy, but how much do you know about the "tolerance grade" used to express machining accuracy?
What is tolerance grade ?
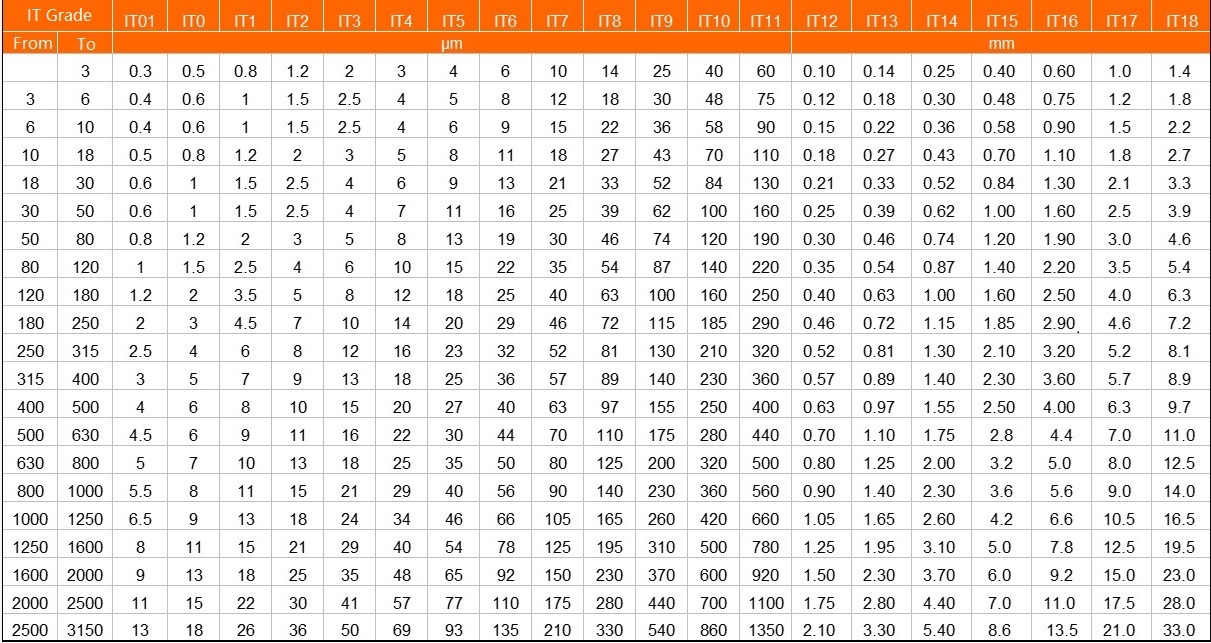
The tolerance grade refers to the grade that determines the accuracy of the size. The international standard stipulates that it is divided into 20 classes, from IT01, IT0, IT1, IT2 to IT18. The larger the number, the lower the tolerance class (machining accuracy) and the allowable range of tolerance (tolerance) The larger the value), the less difficult the processing.
IT Grade refers to the International Tolerance Grade of an industrial process defined in ISO 286. This grade identifies what tolerances a given process can produce for a given dimension.
The specific tolerance for a particular IT grade is calculated via the following formula:
T = 100.2 X (ITG-1) X (0.45 X 3√D + 0.001 X D)
where:
T is the tolerance in micrometres [μm]
D is the geometric mean dimension in millimeters [mm]
ITG is the IT Grade, a positive integer.
One thinks of D as being the key dimension on the part and T as being the required tolerance on that key dimension. The larger the ITG, the looser the tolerance.
According to the different functions of the product parts, the required processing accuracy is different, and the selected processing form and processing technology are also different. This article introduces the processing accuracy that can be achieved by several common processing forms such as turning, milling, planing, grinding, drilling, and boring.
01 Turning
The workpiece rotates, and the turning tool performs linear or curved movement cutting in the plane. Turning is generally carried out on a lathe to process the inner and outer cylindrical surfaces, end surfaces, conical surfaces, forming surfaces and threads of the workpiece.
The turning precision is generally IT8~IT7, and the surface roughness is 1.6~0.8μm.
1) Rough turning strives to use a large cutting depth and a large feed to improve turning efficiency without reducing the cutting speed, but the machining accuracy can only reach IT11, and the surface roughness is Rα20~10μm.
2) Semi-precision turning and finishing turning should use high-speed and small feed and cutting depth as much as possible. The machining accuracy can reach IT10~IT7, and the surface roughness is Rα10~0.16μm.
3) Using high-precision diamond turning tools and high-speed precision turning non-ferrous metal parts on high-precision lathes, the machining accuracy can reach IT7~IT5, and the surface roughness is Rα0.04~0.01μm. This kind of turning is called "mirror turning" .

02 Milling
Milling refers to the use of rotating multi-edge cutting tools to cut the workpiece, is a highly efficient processing method. It is suitable for processing flat surfaces, grooves, various forming surfaces (such as splines, gears and threads) and special shapes of molds. According to the same or opposite direction of the main movement speed and the workpiece feed direction during milling, it is divided into down milling and reverse milling.
The machining accuracy of milling is generally up to IT8~IT7, and the surface roughness is 6.3~1.6μm.
1) The machining accuracy during rough milling is IT11~IT13, and the surface roughness is 5~20μm.
2) The machining precision during semi-finishing milling is IT8~IT11, and the surface roughness is 2.5~10μm.
3) The machining precision during finishing milling is IT16~IT8, and the surface roughness is 0.63~5μm.

03 Planing
Planing is a cutting method that uses a planer to make a horizontal and relatively linear reciprocating motion on the workpiece. It is mainly used for the shape processing of parts.
The precision of planing is generally up to IT9~IT7, and the surface roughness is Ra6.3~1.6μm.
1) The precision of rough planing can reach IT12~IT11, and the surface roughness is 25~12.5μm.
2) The precision of semi-precision planing can reach IT10~IT9, and the surface roughness is 6.2~3.2μm.
3) The precision of precision planing can reach IT8~IT7, and the surface roughness is 3.2~1.6μm.
04 Grinding
Grinding is usually used for semi-finishing and finishing, the accuracy can reach IT8~IT5 or even higher, and the surface roughness is generally 1.25~0.16μm.
1) Precision grinding surface roughness is 0.16~0.04μm.
2) The surface roughness of ultra-precision grinding is 0.04~0.01μm.
3) The surface roughness of mirror grinding can reach below 0.01μm.
05 Drilling
Drilling is a basic method of hole machining. Drilling is often carried out on drilling machines and lathes, and can also be carried out on boring or milling machines.
The machining accuracy of drilling is low, generally only reaching IT10, and the surface roughness is generally 12.5~6.3μm. After drilling, reaming and reaming are often used for semi-finishing and finishing.
06 Boring
Boring is an internal diameter cutting process that uses tools to enlarge holes or other round contours. Its application range is generally from semi-roughing to finishing. The tools used are usually single-edge boring tools (called boring bars).
1) The boring accuracy of steel materials can generally reach IT9~IT7, and the surface roughness is 2.5~0.16μm.
2) The machining accuracy of precision boring can reach IT7~IT6, and the surface roughness is 0.63~0.08μm.